跳到內容
搜尋:
家
關於我們
產品
菜單切換
銅合金
鎳合金
鋁合金
消息
菜單切換
公司進展
展覽
聯繫我們
主菜單
家
關於我們
產品
菜單切換
銅合金
鎳合金
鋁合金
消息
菜單切換
公司進展
展覽
聯繫我們
類別
銅合金
鎳合金
鋁合金
特色產品
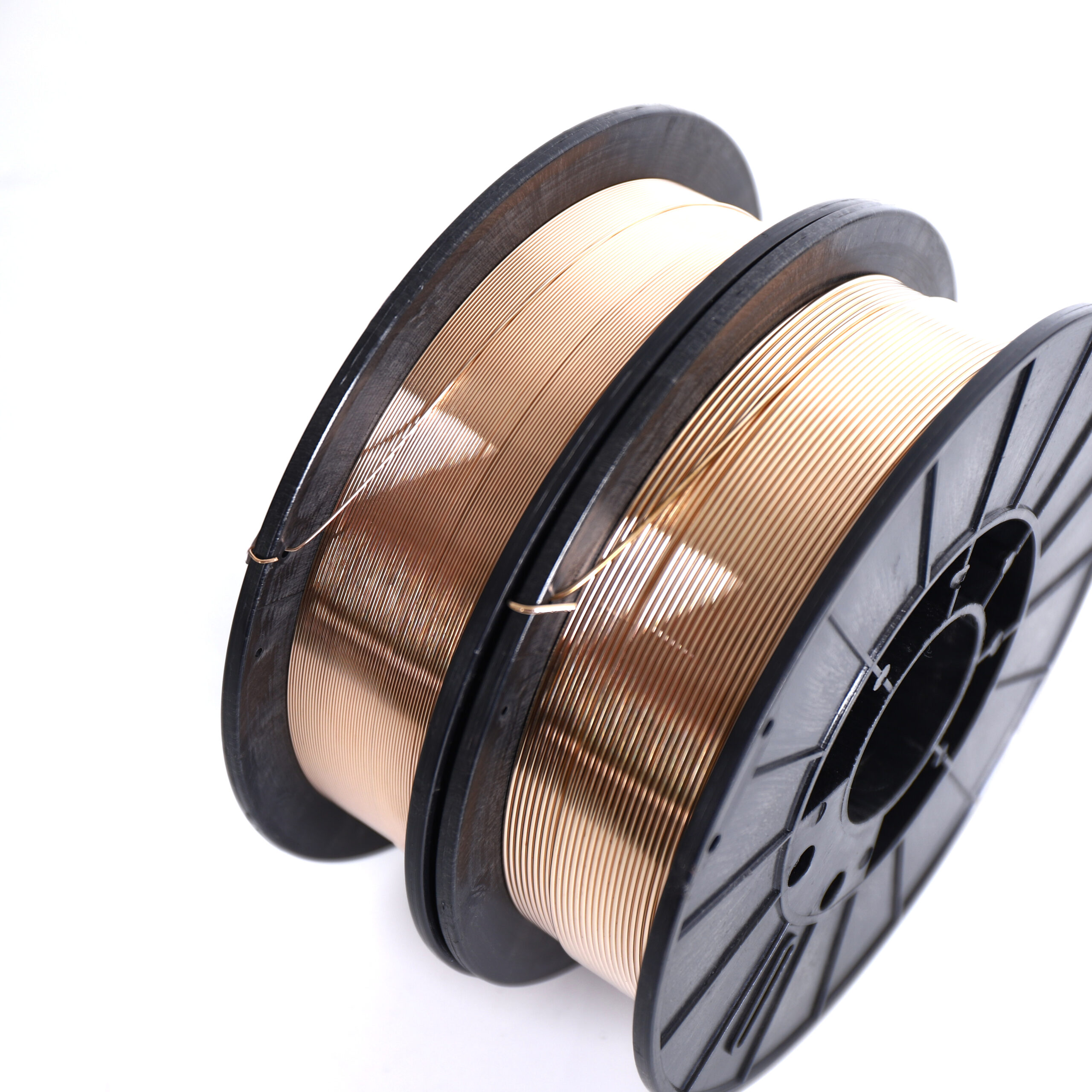
矽青銅
<
>
簡短的介紹:
AWS A5.7 ercusi-a
發送電子郵件給我們
下載目錄
產品信息
產品標籤
標準化:
數字符號:
GB/T9460-2008
SCu6560
AWS A5.7:2007
ERCuSi-A
BS EN ISO24373:2009
矽錳合金
從 1733
SG-CuSi3
AWS 化學成分:
%
含銅
巴爾.
鋅
1.00
錫
1.00
錳
1.50
鐵
0.50
和
2.80-4.00
鋁
0.01
鉛
0.02
其他總計
0.50
材料物理性能:
密度
公斤/米^3
3.5
熔化範圍
℃
965-1030
導熱係數
瓦/米·K
35
電導率
小米/毫米^2
3.5-4.0
熱膨脹係數
10^-6/K(20-300℃)
18.1
焊縫金屬標準值:
伸長
%
40
抗拉強度
牛/毫米^2
345
缺口棒衝擊工作
J
55
布氏硬度
HB 2.5/62.5
80
應用領域:
銅鋅合金的連接和堆焊,低銅材料,也適用於在低合金鋼和非合金鋼以及鑄鐵上進行出色的耐磨堆焊。對於大型工件的 MIG 堆焊,建議預熱。對於鋼上的多層焊接,推薦使用脈衝電弧焊。適用於鍍鋅板的 MIG 釬焊.
化妝品:
直徑:0.64 – 0.80 – 1.00 – 1.20 – 1.60 -2.40
線軸:D100、D200、D300、D760、K300、KS300
棒:1.60 – 9.6 毫米× 914/1000 毫米
可用電極.
根據要求進一步化妝.
上一篇
以前的
磷青銅a
下一個
脫氧銅
下一個
留言
姓名
電子郵件
電話
信息
發送
相關產品
矽青銅
該小組一直致力於將自己建立成世界一流的焊接材料製造商,並始終堅持人與自然之間和諧共存的概念.
訂閱我們的信
查詢我們的產品或價目表, 請留給我們,我們將與您聯繫 24 小時.
立即諮詢
接觸
第16號中央路, Jingang Village,
Shun'An Town
,
Yi'An District
, 湯林城, 安海省,中國
+86 18895358070
info@tonglingjunshuo.com
滾動到頂部
留言
姓名
電子郵件
電話
信息
發送